摘要:
评估饲料原料的制粒特性对于现代鱼料的生产工艺有重要意义。本研究评估了鱼粉(FM)、以及替代鱼粉的不同植物蛋白源(谷朊粉和大豆浓缩蛋白)的挤压(膨化)性能。不同组别中每种蛋白源的添加量在50~450g/kg,各组饲料的水分含量又分别设计为20、26和32g/100g(湿重)。结果表明,饲料中的鱼粉添加量高会降低转矩、环模压力和熔化温度等膨化系统参数;相反,添加大豆浓缩蛋白会显著提高这些膨化参数。谷朊粉的粘弹性会增加饲料膨化度,鱼粉则相反。水分是影响膨化料容重和油脂吸附力的主要因素。当谷朊粉和大豆浓缩蛋白含量增加时,成品膨化料的抗断性能更高。考虑到饲料成品有容重和硬度的要求,要最大限度的替代鱼粉饲料水分也要更高。
关键词:膨化、蛋白源、饲料水分、工艺性能、挤压
1.前言
对于商品三文鱼和鳟鱼饲料而言,鱼粉是短缺原料,而且价格会持续上涨,这也表明需要以植物蛋白替代鱼粉蛋白(Gatlin等,2007)。许多研究表明鱼粉可以被成功替代,而且不影响鱼类的健康和营养平衡(Gomes等,1995;Kaushik等,1995;Bransden等,2001;Refstie等,2001;Torstensen等,2008)。一种可行的鱼粉替代原料必需具备一定的营养特性,如低纤维、淀粉和抗营养因子,还要有较高的蛋白水平、消化率及原料供应能力(Gatlin等,2007)。根据Glencross等(2007)的研究,原料的制粒特性也应该是原料评价的关键参数之一。
除了营养成分外,鱼料中使用植物蛋白还要考虑其制粒特性。生产出的膨化料要具备多孔性(以便吸收油脂)和韧性(以便产品储存、运输和气流输送式投喂)。一般来说,这些参数都会很大程度上受到原料品种和原料替代的影响。在三文鱼饲料中,从营养性和原料供应量方面考虑,谷朊粉和大豆浓缩蛋白是替代鱼粉的主要植物原料。在挤压工艺中,谷朊粉会显著影响膨化料的微观物理结构(FaubionandHoseney,1982)。大豆浓缩蛋白在商品三文鱼饲料中已经被广泛使用,而且其用量还需要进一步增加。大豆蛋白在食品和饲料工业中的功能是广为人知的(Renkema等,2001;LiuandHsieh,2008;Yu等,2009;Chen等,2010)。
以往关于植物蛋白挤压性能的研究中,鱼粉的添加量一般都很高(≥30%)且用量范围很小,饲料的水分添加量也比较低。考虑到这方面,本研究使用了不同添加梯度的植物蛋白,以(几乎)完全替代鱼粉。我们分析了在不同饲料水分时这些蛋白的不同组成对膨化参数(转矩、模环压力和熔化温度)和膨化料成品工艺性能的影响。之所以研究饲料水分是因为它是膨化最重要的工艺参数之一,而且会显著影响膨化料的工艺性能(Wang等,2001;Chevanan等,2007,2008;Chen等,2010)。根据研究结果,我们将估算鱼粉蛋白的替代空间。
2.材料和方法
2.1原料和膨化饲料的生产工艺
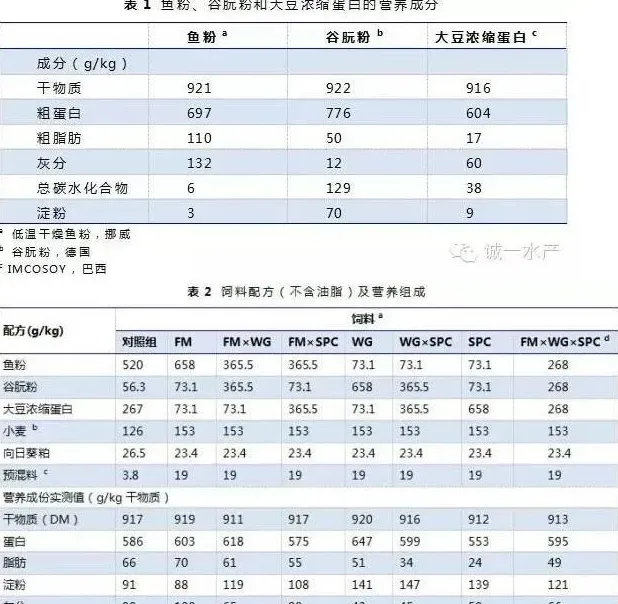
原料营养成分见表1。与鱼粉和大豆浓缩蛋白相比,谷朊粉的蛋白和淀粉水平最高。大豆浓缩蛋白的蛋白水平最低,鱼粉的总碳水化合物和淀粉水平最低。
饲料组设计如下:三文鱼商品饲料组(对照组)、鱼粉组、鱼粉×谷朊粉组、鱼粉×大豆浓缩蛋白组、谷朊粉组、谷朊粉×大豆浓缩蛋白组、大豆浓缩蛋白组、以及鱼粉×谷朊粉×大豆浓缩蛋白组。表2为除脂肪外的原料配方模型。待评估的蛋白源添加量为50、250和450g/kg。同时,所有组别的鱼粉、谷朊粉和大豆浓缩蛋白的添加总量保持在550g/kg饲料。用于检测膨化料工艺性能的样品外表不喷油,以防油脂的渗入对其容重和硬度测定造成影响。本实验另外设计了不同梯度的水分对膨化工艺的影响,每个饲料组分别添加20、26和32g水分/100g湿重。
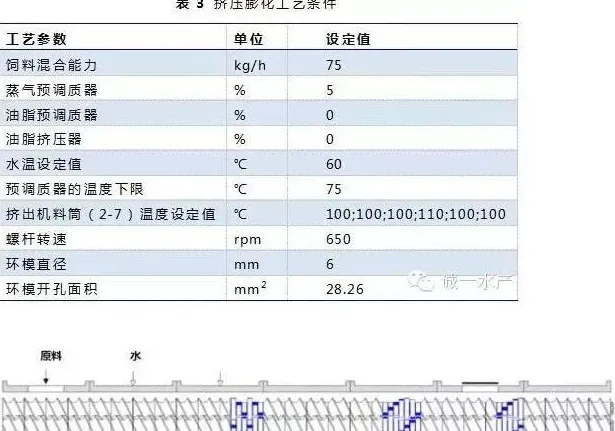
所有实验饲料均在泰高公司适进ARC技术部生产(挪威)。干饲料原料先在立式混合机(挪威适进ARC定制设计)进行初混合,并在锤片式粉碎机(30kW、荷兰赛菲南)中粉碎,粉碎细度为1.0mm。将粉料经过双轴差速调质器进行调质(挪威适进ARC定制设计),并在双螺杆膨化机(TSE36HC,赛默飞世尔科技公司,UK)中膨化,膨化腔长度为1008mm,长/直径比值为28:1。膨化条件是根据对照组饲料的生产工艺预先设计的,并在整个实验中保持一致(表3)。膨化腔的第5区温度略高,这是为了辅助原料正常通过该区域。生产的膨化料成品粒径在6.8~9.2mm,长度大约在8mm。切刀的转速跟据膨化料成品的长度要求设计。
螺杆的结构见图1。物料的流动方向为从左到右。物料在第1或1/2传送区进入。第一个捏合块由6个混合元件组成,方向为60°。两个反向捏合块分别由7个和5个混合元件以30°的交错角组成。膨化产物在90℃的热气烘箱中干燥(挪威适进ARC定制设计),达到8%的水分含量。
2.2化学分析
干物质、蛋白、脂肪和灰分含量的化学成分分析都在适进ARC实验室进行(认证分析服务提供商)。总碳水化合物和淀粉含量分析在荷兰博克斯梅尔MASTERLAB进行。干物质通过在105℃下干燥18小时后计算得到。蛋白水平通过凯式定氮法测定(2400自动系统、N×6.25)。脂肪含量通过核磁共振检测(联合国威特尼)。淀粉通过酶解法测定(McCleary等,1994)。总灰分含量通过在马弗炉中550℃下灼烧17小时测定。
2.3吸水性测试
各种蛋白源的吸水性(WHC)是通过改良后的Heywood等(2002)和LinandZayas(1987)方法测定。把5g原料粉撒入装了25mL蒸馏水的离心瓶(容量50ML)中,先将离子瓶摇动10分钟,然后在4000rpm的转速下离心30分钟。
把上清液转移,再将各瓶称重,WHC(g水/g粉)计算方法如下:
WHC=[(转移上清液后的瓶重-空瓶重)-总原料粉重(g)]/总原料粉重(g)
结果用三个平行的平均数表示。
2.4膨化料属性测定
料的形态:使用7百万相素的数码相机(奥林巴士μ7805×光学变焦)对膨化料拍照。
径向膨胀度:膨化料的直径与环模孔径的比值被用于评估产品的膨化度。实验数据为随机采集10个平行样品的平均值。
容重:通过体积排量法来测定膨化料的容重,使用直径为0.1mm的玻璃微珠作为排量介质,该方法首创于HwangandHayakawa(1980)。膨化料容重的计算公式如下:
ρs=Wex/[Veg-(Wgs/ρgs)]
其中ρs为体积排量法来测定的容重;Wex为膨化料的重量(g);Veg为膨化料和玻璃微珠的体积;Wgs为排出后的玻璃微珠重量;ρgs为玻璃微珠的密度(g/L)。数据为两次检测的平均值。
抗断强度:膨化料的抗断强度通过含有13kN测压元件的韧性测定仪TM2DLX(美国食品科技公司)检测。称20g样品于测压元件中,十字头速度为4.42mm/s,使膨化料破裂的最大力量被定为断裂力(kg)。数据以10个平行的平均值表示。
油脂吸附力:从每组抽取500g膨化料样品,至于真空喷涂机(挪威适进ARC定制设计)中,再将过量的(400g)加热(60℃)后的鱼油通过喷涂机进行喷涂。将空气缓慢从真空腔中抽除,直到肉眼无法区分压力表变化为止,一般在压力达到0.85帕时停止;此时将真空腔重新平衡气压,油脂则会被饲料吸收。之后再将膨化料从喷涂机中移除,多余的脂肪用纸巾从膨化料中吸除。测定最终被膨化料吸收的油脂重量,并计算油脂吸附力。
2.5统计分析
本实验经过了25个生产批次。实验结果由计算软件的多元数据分析法分析(Unscrambler9.7,2009,CamoA/S,Oslo,挪威)。由于不同变量的单位不同,数据集再经过标准化处理。以偏最小二乘法(PLS1)进行回归分析,回归模型由系统交叉验证得到。每个变量的差异显著性跟据jack-knife估算法评定,该方法的详细内容见Esbensen(2006)。因变量之间的关系以相关系数(R)的形式表示,显著性水平为P<0.01。等高线图用统计软件Statistica9.0(StatsoftInc.,Tulsa,OK,USA)分析,由原始数据经过二次曲线拟合得到。
3、结果
3.1饲料膨化参数和营养成分
先通过对照组饲料的生产工艺设计好膨化参数,然后各组饲料均在该稳定的参数下生产(见表3)。
饲料营养成分分析表明不同组别饲料的粗蛋白、脂肪和淀粉水平都不同。这些指标的不同需要慎重考虑,因为不同蛋白源对饲料的影响可能会受到这些饲料营养成分差异的影响,尤其是非淀粉多糖会影响饲料的吸水性和硬度。粗蛋白水平在553~647g/kg之间,脂肪水平在24~70g/kg之间(表2)。添加了植物原料后的淀粉水平较高,鱼粉组淀粉水平88g/kg饲料,谷朊粉×大豆浓缩蛋白组147g/kg饲料。一般来说,三文鱼饲料中添加淀粉是为了增加饲料的膨化度和粘合性,添加量大约10%(Soensen等,2010)。
3.2不同蛋白源和饲料水分对膨化系统参数的影响
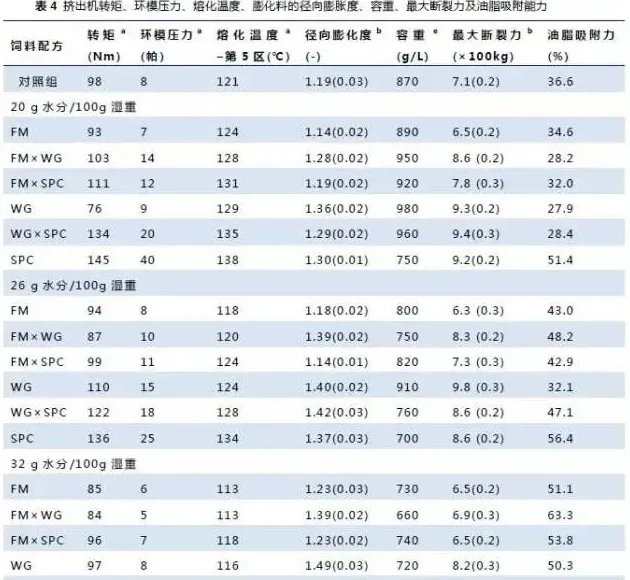
表4显示,根据不同蛋白源和饲料水分含量,转矩值在76~145Nm之间。最低转矩值(76Nm)在谷朊粉(450g/kg)+低水分(20g/100g湿重)组,最高的转矩值在大豆浓缩蛋白(450g/kg)和低水分(20g/100g湿重)组。除了谷朊粉组,转矩随着水分的增加而降低。环模压力在5~40帕之间,大豆浓缩蛋白组(450g/kg)的水分从20增加到32g/100g时,环模压力从48降低到18帕。
综合所有的饲料组合,最高的熔化温度(tm)在第5区,原因在于膨化腔的温度为110℃以及膨化腔前方有很长的反向捏合块。熔化温度在113~138℃之间,在低水分和中水分组的熔化温度范围更大。最低熔化温度为高水分时的鱼粉组和鱼粉×谷朊粉组,最高熔化温度为低水分时的大豆浓缩蛋白组(表4)。
这些模型的加权回归系数及质量分析见表5。所有模型的R2值在0.58~0.96的范围内。PLS回归模型表明转矩、环模压力和熔化温度的R2值分别为0.86、0.58和0.96,熔化温度的斜率最高(0.98)。模型中的负加权回归系数表明鱼粉、谷朊粉、饲料水分与转矩呈负相关,大豆浓缩蛋白与转矩呈正相关,其中鱼粉、大豆浓缩蛋白和饲料水分对转矩的影响显著。
虽然饲料水分降低会导致环模压力增加,但这种影响并不显著,然而当鱼粉增加或大豆浓缩蛋白降低时环模压力会显著下降。鱼粉、大豆浓缩蛋白和饲料水分会明显影响熔化温度,增加大豆浓缩蛋白水平导致熔化温度增加,鱼粉和饲料水分的作用则相反,而增加谷朊粉含量对熔化温度没有显著影响(表5)。


3.3不同蛋白源和饲料水分对膨化料工艺性能的影响
图2可以看出,在26g水分/100g湿重时,添加鱼粉、谷朊粉和大豆浓缩蛋白明显影响膨化料的外观,包括表面粗糙度和色泽。然而在32g水分/100g湿重时,这种差异就大大降低了。
不同水分对膨化料的径向膨化度、容重、最大断裂力度和油脂吸附力的影响见表4和表5。径向膨化度、容重、最大断裂力和油脂吸附力的回归模型R2值分别为0.77、0.60、0.77和0.63,最大断裂力的斜率(0.81)最高(表5)。
径向膨化度在中水分(26g/100g湿重)的鱼粉×大豆浓缩蛋白组最低,在高水分(32g/100g湿重)的谷朊粉×大豆浓缩蛋白组最高。当鱼粉从50增加到450g/kg时,径向膨化度显著降低;反之,径向膨化度随谷朊粉水平增加而显著增加。当大豆浓缩蛋白水平和饲料水分增加时,径向膨化度小幅上升(表5)。饲料容重在660~980g/L之间(表4),并受到饲料水分的显著影响(表5)。而饲料配方对饲料容重的影响不大,增加鱼粉和谷朊粉水平只带来饲料容重的轻微上升,增加大豆浓缩蛋白水平导致膨化料容重的小幅降低。
不同蛋白源对膨化料硬度有显著影响(表4)。饲料的最大断裂力在629~980kg之间,最大值出现在450g/kg谷朊粉的中水分组,最低值在高鱼粉的26g/100g(湿重)水分组。表5表明鱼粉水平和饲料水分是膨化料硬度的主要影响因素,其次为谷朊粉水平,大豆浓缩蛋白对此没有显著影响。随着鱼粉和饲料水分的增加,膨化料硬度显著降低;谷朊粉水平升高则显著增加最大断裂力。
油脂吸附力在谷朊粉为450g/kg的低水分组最低,在鱼粉×谷朊粉的高水分组最高。不同蛋白源对膨化料的油脂吸附力几乎没有影响。
3.4各变量的相关性
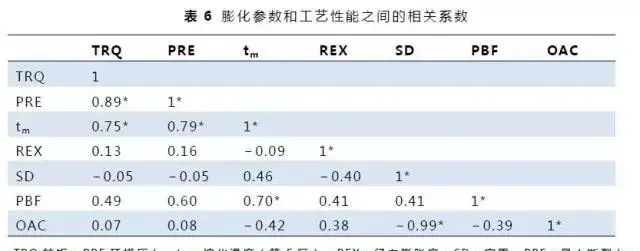
多变量数据的相关分析可为膨化料的工艺研究提供有用信息。已有研究表明,有些不可预测的参数具有很高的相关性,而一些可预测的参数却没有相关性,由此可以得到一些重要推论(Nehru等,2007)。膨化系统参数和工艺性能之间的相关系数见表6。
该结果表明转矩、环模压力和熔化温度值之间具有显著的线性相关性。Ilo等(1999)发现饲料的容重与膨化度呈反比,本实验也发现这个规律,但相关性不显著。饲料的容重与油脂吸附力显著负相关,最大断裂力和熔化温度值显著正相关。
4、讨论
本研究旨在量化不同蛋白源和饲料水分对膨化参数及成品工艺性能的影响。不同蛋白源的添加比例符合当前和将来的商品料设计模式,包含了很大的原料用量范围。
在目前的饲料生产工艺中,要达到理想的生产性能和饲料成品特性,需要考虑原料特性,包括粘合性和膨化度(Glencross等,2010),这会影响饲料孔状结构的分散。饲料的多孔结构是非常重要的,它会影响膨化料的沉水速度和真空喷涂时的油脂吸附能力(Øverland等,2007)。
4.1粉料在膨化机中的特性
众所周知,原料组成对膨化系统参数的影响很大。鱼粉与转矩的呈负相关,很可能是因为该鱼粉的脂肪含量较高(表5)。大豆浓缩蛋白与转矩呈显著正相关很可能是因为该原料的保水能力比鱼粉强(2.63g水/g粉vs1.47g水/g粉)、脂肪比鱼粉低。谷朊粉由于保水性最差(1.39g水/g粉),与转矩也呈轻微负相关。转矩对饲料水分的依赖性是众所周知的,该结果也在预料之中,与Lin等(2000)的报道相同。转矩和环模压力直接影响膨化过程中的饲料粘度(Pansawat等,2008)。
持续检测暗装的热电偶温度计,可见温度差异很大(≤28℃)(数据未提供)。这也在预料之中,因为该热量来自膨化过程中机械能的粘性耗散(Meng等,2010)。因此,大豆浓缩蛋白组和熔化温度值之间的强正相关性来自转矩增加和粘性耗散的间接作用(Ilo等,1996)。因为这个原因,饲料水分高时的产品温度会更低(表5)。
4.2产品特性
一般来说,添加植物蛋白会增加膨化饲料的硬度、表面粗糙度和径向膨化度。此外,这些参数也会受到添加水分含量的显著影响。
水产饲料的膨化度是一项重要指标,因为它会影响饲料的容重、脆性、硬度和油脂吸附力(Rosentrater等,2009)。添加鱼粉与饲料的径向膨化度呈反比(表5),这可能是因为该组饲料的淀粉水平最低(Linko等,1981;Faubion等,1982)。谷朊粉组的径向膨胀最大,这很可能是因为该蛋白源的粘弹性强导致的;大豆浓缩蛋白组则主要是轴向膨胀(表5)。Cheftel等(1992)表示当大豆蛋白在水分高于50%的条件下膨化时,会出现纤维性未膨化部分。虽然本实验中的水分含量并没有高于32g/100g(湿重),但大豆蛋白倾向于形成纤维性结构的特性可能是导致大豆浓缩蛋白组径向膨化度低的原因。膨化料的容重是鱼料的另一个重要指标,因为它会影响产品的浮水性(Chevanan等,2009);该参数代表着饲料向各个方向的立体膨胀(Phillips等,1984),增加谷朊粉可增加饲料的容重(表5)。
膨化料的硬度是为了保证搬运和运输过程中的物理完整性,硬度太小会产生碎料。我们的结果表明膨化料的硬度与其径向膨化度和容重几乎不相关(表6),而受蛋白源和饲料水分的影响很大(表5);高鱼粉组与高大豆浓缩蛋白组、高谷朊粉组的最大断裂力差异很大。
研究表明膨化料的硬度对动物的营养性很重要,由于硬度与熔化温度显著相关,因而也说明熔化温度会影响饲料的营养价值(表6)。然而Barrows等(2007)发现膨化腔不同温度制作的饲料对虹鳟的摄食量和增重并无影响。有研究者认为,膨化料的硬度与饲料的水中稳定性有关,Baeverfjord等(2006)虹鳟上的研究发现,饲料的水中稳定性低会导致游离脂肪的在胃中分离和积累。在接下来的内容我们将明确膨化料硬度的合理范围,以达到饲料水中稳定性最佳。饲料硬度高于某个标准很有可能会对鱼类的摄食产生负面影响,但这还需要进一步研究。
4.3膨化料适宜工艺性能的综合分析
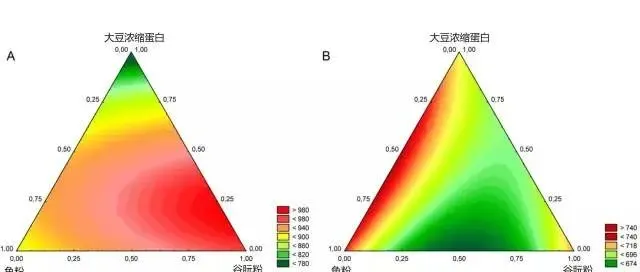
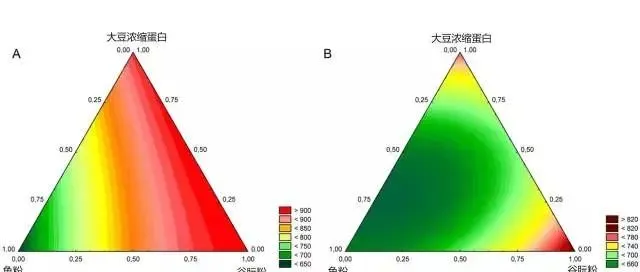
本研究中,回归模型仅分析了特定添加量的原料的相关性,对于其它添加梯度,我们制作了等值线图表进行直观地模拟分析。这里以容重和硬度为例,其它指标可以用相同的方法分析。等值线图表(图3)显示,鱼粉和大豆浓缩蛋白在水分32g/100g(湿重)时存在交互作用。根据对饲料沉水速度和油脂吸附力的要求,最适宜的容重在740~920g/L之间。鱼粉组(水分为20g/100g湿重)和鱼粉×大豆浓缩蛋白组(水分分别为20和32g/100g湿重)处于该适宜范围(图3)。另外,饲料硬度的商业标准是740~850kg,要达到此标准,如果鱼粉含量高则需要低水分,如果大豆浓缩蛋白和谷朊粉含量高则需要高水分(图4)。然而,不同蛋白源和饲料硬度之间并没有发现明显的交互作用。
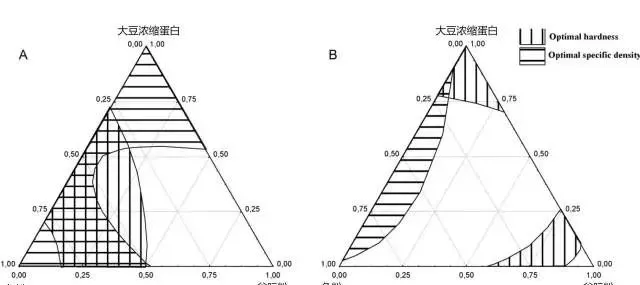
当饲料产品需要同时考虑容重和硬度时,使用等值线图表也能获取最佳的蛋白源添加范围。图5就显示了这两项指标都能满足的区域。在低水分时重叠面积较大,在这种情况下大约40~50%的鱼粉可以被任意水平的谷朊粉和大豆浓缩蛋白替代。当水分含量更高时,约75%的鱼粉可被大豆浓缩蛋白替代。然而,无论添加多少水分,高水平的谷朊粉都不能够同时满足产品的这两项指标。
与鱼粉组相比,大豆浓缩蛋白组膨化料的表面会变得很粗糙。因此,我们可以下结论认为鱼粉具有独特的性能特征,会影响鱼料的物理结构。接下来应该进一步研究鱼粉的特性,以及调节植物原料制粒特性的办法。
5、结论
多因子实验设计和PLS回归分析是一种快速又有效的量化不同蛋白源制粒特性的技术手段。本研究表明,通过植物蛋白替代鱼粉和改变饲料水分会影响膨化系统参数和鱼料的工艺性能。从实验结果中可以总结出,鱼粉具有所研究的植物蛋白所不具备的特性。大豆浓缩蛋白和谷朊粉用量与膨化料的硬度呈正相关。在高水分条件下,大部分的鱼粉都可以大豆浓缩蛋白替代。高水平的谷朊粉不能满足饲料的工艺要求,因此它不是替代鱼粉的最好原料。(完)
(原文:DraganovicV,vanderGootAJ,BoomR,etal.Assessmentoftheeffectsoffishmeal,wheatgluten,soyproteinconcentrateandfeedmoistureonextrudersystemparametersandthetechnicalqualityoffishfeed[J].AnimalFeedScienceandTechnology,2011,165(3):238-250.)
1、来源:《中大水生通讯》第51期
2、作者:广州市诚一水产科技有限公司胡云华/译
3、广州市诚一水产科技有限公司微信号:gzchengyi2013